.svg)
Walking into an SMT shop in 2026 feels less like traditional manufacturing and more like a high-stakes game of Operation played with dust mites. Process engineers spend their shifts glued to solder paste inspection (SPI) monitors, wrestling with a choice that’s been around since the first reflow oven but has recently turned much more cutthroat. It’s the "To Wash or Not to Wash" debate—the ongoing scrap between No-Clean (NC) and Water-Soluble (Organic Acid/OA) chemistry.
Back in the 2010s, agonizing over a 0.5mm pitch BGA felt like the peak of engineering stress. Today, that same engineer is squinting at 01005 passives and ultra-fine-pitch Wafer Level Chip Scale Packages (WLCSP) that make a grain of table salt look like a structural steel girder. The stakes haven't just changed; the margin for error has basically evaporated.
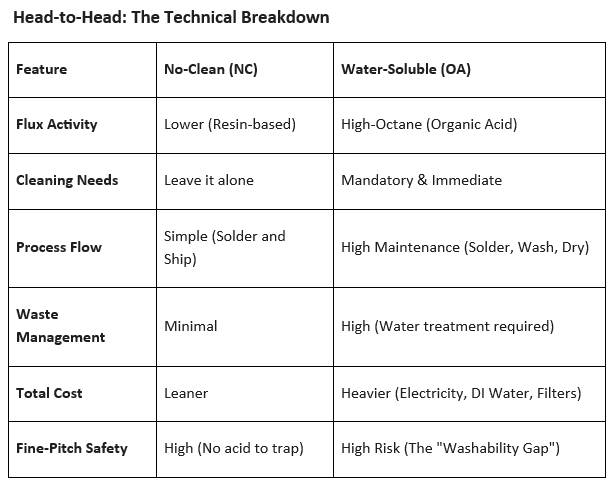
Before we get into why your choice of flux might be killing your yields, let’s look at the actual guts of these materials.
The name is a bit of a marketing lie, but a useful one. No-Clean flux stays on the board. The resins and activators are designed to go "dormant" once they hit the peak temperatures of the reflow cycle. The goal is for the residue to turn into a non-conductive, non-corrosive "scab" over the joint. It isn't clean; it’s just safely dirty.
This is the high-maintenance, aggressive sibling. OA flux is packed with organic acids that provide world-class wetting and oxide removal. It makes soldering look easy. However, those acids stay "hungry" after the board leaves the oven. If you don't scrub them off with high-pressure, deionized (DI) water immediately, they’ll start snacking on your copper traces. Leave a little behind, and you’re essentially inviting dendritic growth to short out your board from the inside out.
Looking back fifteen years, the SMT world was a playground for giants. While we thought we were pushing boundaries, the hardware actually gave us some grace.
In 2010, the 0402 passive was the industry workhorse. It was small, sure, but it had a decent "standoff height"—the gap between the component and the PCB. When you ran Water-Soluble paste, the wash systems of the day could easily flush out the flux. The water and detergents could get under the parts, neutralize the acid, and dry everything out before the board hit the packaging station.
The logic of that era was mostly about optics and raw power. If a customer wanted a board that looked "shiny and expensive," you went Water-Soluble. If your PCB finish was a bit oxidized or your components were behaving badly, the aggressive "bite" of OA flux saved the day.
There was also the "Residue Police" to worry about. You’d see Quality Managers rejecting boards because of a tiny amber tint around a capacitor. They’d call it "contamination," even though the No-Clean label literally promised that the residue was harmless. It was a simpler time of aesthetic paranoia.
Fast forward to today. The "Internet of Things" (IoT) has bloated into the "Internet of Everything," and the hardware has shrivelled to match. We aren't just placing parts anymore; we’re performing microscopic surgery at 50,000 placements per hour.
The 01005 passive is now a standard sight in high-density mobile and medical gear. These things are so light that the surface tension of the flux can trigger "tombstoning", where a component stands up on one end like a tiny, ceramic middle finger to your production schedule.
This is where Water-Soluble paste starts to get terrifying. We call it the Washability Gap. If you can’t get the water in, you can’t get the acid out. Modern parts sit so close to the board that capillary action actually works against you. Your high-pressure wash system might blast water under a 0.3mm pitch BGA, but surface tension often traps a "pocket" of active acid. That trapped acid, when combined with a little atmospheric moisture, creates the perfect breeding ground for electrochemical migration (ECM). You end up with microscopic metal "fingers" growing between pads until the whole circuit shorts out.
To fight this, 2026-era chemistry has pivoted. We now have "Ultra-Low Residue" (ULR) fluxes. These materials are engineered to evaporate almost entirely during the reflow process. They leave behind such a pathetic amount of solids that they don't even gum up the pins on your In-Circuit Testing (ICT) fixtures - which was the number one complaint about No-Clean back in the day.
Modern engineers spend most of their time sweating over Bottom-Terminated Components (BTCs) and BGAs. Since the joints are hidden underneath the component body, you can't just eyeball them.
Water-soluble pastes usually offer better wetting, which used to mean fewer "voids" (air bubbles) in your BGA balls. In 2010, that was a huge selling point. But in 2026, we’ve learned that a "perfect" looking joint with a microscopic drop of trapped OA flux is just a ticking time bomb.
Modern No-Clean pastes have caught up. They’re now formulated with specific "anti-voiding" chemistry that lets gases escape more easily during the liquidus phase of reflow. Most engineers today would take a 15% void rate with No-Clean over a 5% void rate with Water-Soluble flux every single time. A void is just a bubble; trapped acid is a death sentence.
If your board needs underfill (that liquid epoxy used to beef up BGAs), the surface has to be spotless. If you’re using Water-Soluble, and your wash system misses even a tiny speck of residue, the underfill won't stick. You’ll get delamination, and your BGA will eventually pop off the board. Conversely, many 2026 No-Clean residues are "underfill compatible." The epoxy is literally designed to bond right to the residue, skipping the wash step entirely.
Accountants love the term "Water-Soluble." They see "water" and think "free." The engineer knows better. Running a high-volume aqueous cleaning line is basically like maintaining a small, temperamental chemical plant. You need:
The No-Clean route is a minimalist’s dream. You reflow the board, it cools, and it goes in the box. The irony is that the money you save on water bills usually goes toward higher-end SMT nozzles to handle those 01005 components—but at least those nozzles don't require a plumbing permit.
How does an engineer in 2026 make the final decision? It usually follows a pretty simple logic tree:
The trend in 2026 is toward "Chemical Minimalism." While Water-Soluble paste still has a niche for specific military specs or "difficult" components, No-Clean has become the sophisticated standard for the miniature age.
We don't choose No-Clean because we’re lazy. We choose it because in a world where parts are smaller than a speck of dust, the safest residue is the one you don't have to try (and fail) to wash away. Plus, skipping the wash stage means one less machine to fix on a Friday afternoon—and in the manufacturing world, that’s the best kind of reliability there is.



Foreseeson Technology is a Canadian company providing complete Electronics Manufacturing Services (EMS) and turnkey technology solutions. With over 25 years of experience, Foreseeson is trusted by global and Canadian innovators for its quality, reliability, and dedication to excellence.


.webp)
.webp)
.webp)
.svg)

.svg)
.svg)
.svg)
